Kalıp İmalatı
Her Türlü Kalıp imalatı
Kalıp imalatı, yüksek hassasiyet ve mühendislik bilgisi gerektiren kritik bir süreçtir. Hatalı bir tasarım veya uygulama, hem maddi kayba hem de üretim hattında ciddi aksamalara neden olabilir.
Tanıtım Özellikleri
Kalıp imalatında en kritik 5 nokta şunlardır:
1. **Doğru Malzeme Seçimi:** Basılacak adet ve malzeme türüne uygun çelik seçilmelidir.
2. **Hassas Tasarım:** Çekme payları (toleranslar) ve çıkış eğimleri doğru hesaplanmalıdır.
3. **Soğutma Sistemi:** Kalıbın hızlı ve dengeli soğuması çevrim süresini ve kaliteyi belirler.
4. **Yüzey Kalitesi:** Parlatma veya doku işlemleri teknik resme tam uygun olmalıdır.
5. **Montaj ve Alıştırma:** Parçaların birbirine tam oturması (çapak oluşmaması için) hayati önem taşır.
---
## 🛠️ Tam Açıklama ve Detaylar
Kalıp imalatını üç ana aşamada incelemek, sürecin kalitesini garanti altına alır.
### 1. Tasarım ve Mühendislik Aşaması
İmalat başlamadan önce dijital ortamda her şeyin kusursuz olması gerekir:
* **Çekme (Shrinkage) Payı:** Her ham maddenin soğurken bir çekme oranı vardır. Kalıp boşluğu, bu pay hesaplanarak (örneğin plastiklerde $1.005$ ile $1.020$ katı gibi) büyük tasarlanmalıdır.
* **Çıkış Eğimleri (Draft Angles):** Parçanın kalıptan rahatça ayrılabilmesi için dik yüzeylere en az 0.5° - 2° arası eğim verilmelidir.
* **Yolluk ve Giriş Sistemi:** Malzemenin boşluğa (cavity) en kısa yoldan ve türbülans oluşturmadan girmesi sağlanmalıdır.
### 2. Malzeme ve İşleme Teknikleri
Kalıbın ömrünü kullanılan çelik ve işleme kalitesi belirler:
* **Çelik Seçimi:** Yüksek adetli üretimlerde sertleşmiş (örneğin 1.2344 veya 1.2738) çelikler tercih edilmelidir.
* **CNC ve EDM (Dalma Elektrozyon):** Kesici takımların giremediği keskin köşeler ve derin bölgeler için EDM yöntemiyle hassas boşaltma yapılmalıdır.
* **Isıl İşlem:** Çeliğin aşınmaya dirençli hale gelmesi için doğru sertlik derecesine (HRC) getirilmesi şarttır.
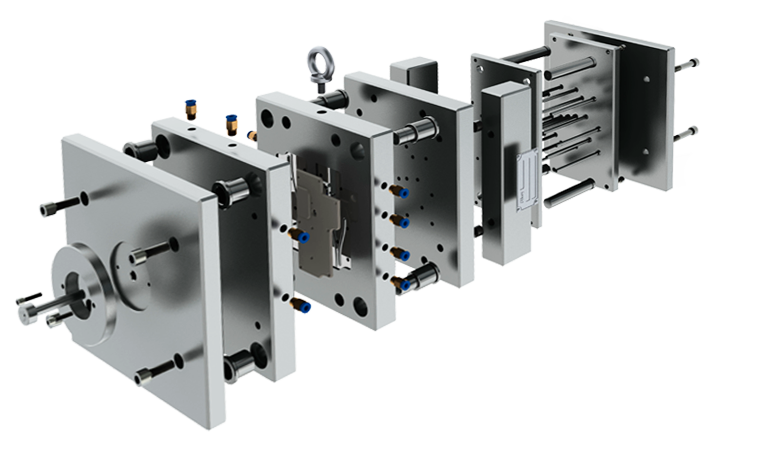
### 3. Fonksiyonel Sistemler
Kalıp sadece bir metal blok değil, dinamik bir makinedir:
* **Soğutma Kanalları:** Kalıp içindeki ısı transferi homojen olmalıdır. Bir bölgenin geç soğuması parçada çarpılmalara (warpage) neden olur.
* **İtici Sistemi:** Parça kalıptan atılırken iz bırakmamalı ve parçayı deforme etmemelidir. İtici pimlerin yerleşimi dengeli olmalıdır.
* **Gaz Tahliyesi (Hava Cepleri):** Malzeme kalıba dolarken içerideki havayı sıkıştırmamalıdır; aksi halde parça üzerinde yanık izleri oluşur.
---